| 新闻资讯 | 发布日期:2020-8-22 发布者:住野精工 |
流延膜故障与解决办法
在塑料领域中,流延膜具有极其关键的地位。南京住野精工有丰富的流延膜生产线制造经验,如:CPP,CPE流延膜生产线,EVA太阳能封胶封膜流延生产线,PE卫生透气流延膜生产线,PVDF流延薄膜生产线,PP三维立体流延薄膜生产线,多层共挤阻碍隔膜流延生产线,LLDPE缠绕膜流延生产线等。
塑料流延薄膜所产生的缺陷的主要由三个方面的因素:原料、设备、工艺。要从根本上解决制品缺陷,必须从这三个方面着手进行。
1.原料
挤出成型加工常使用复合材料,根据组分不同,可以把塑料分为单组分塑料和多组分塑料。
单组分塑料由一种树脂组成,其中仅加入少量助剂(如着色机、润滑剂、稳定剂等),例如聚乙烯、聚苯乙烯、聚甲醛、尼龙等,对于这类树脂在选用时必须了解熔融黏度、熔体流动速率、软化温度、吸水率等指标。
多组分塑料除树脂外还必须加入数量较多的其他助剂,这些助剂对塑料制品的性能影响很大,例如聚氯乙烯、酚醛等,尤其是在挤出制品中用得较多的聚氯乙烯,必须充分考虑原材料及配方、混合混炼工艺、分散效果和受热历程等因素。
2.设备方面
应着重考虑干燥、配比、混合加料装置的合理性、精度,螺杆结构与挤出原料塑化关系、加热与冷却控制效果,换网器、计量泵、模头的结构和工艺特性、流延冷却辊的几何参数、辊面温度,牵引速度、薄膜厚度、张力控制等。
3.挤出成型工艺方面
所有的挤出工艺方案都离不开“热”、“冷”、 “压力”和“时间”。在生产操作时,应严格检查温度、速度、压力等技术条件以及冷却介质、用电功率变化情况。应以挤出理论为基础,制定既经济又切实可行的加热温度、挤出压力、物料在机筒内停留时间、冷却定型工艺技术参数等。
产生制品缺陷的原因是错综复杂的,有可能是多因素综合作用结果,在处理制品质量缺陷过程中,凡因多因素的原因所产生的缺陷如不能同时都改变其生产条件,应确定不变的几种因素,改变一种因素,进行逐项排查,同时在全局上加以综合分析和考查,直至彻底处理好制品的质量缺陷。
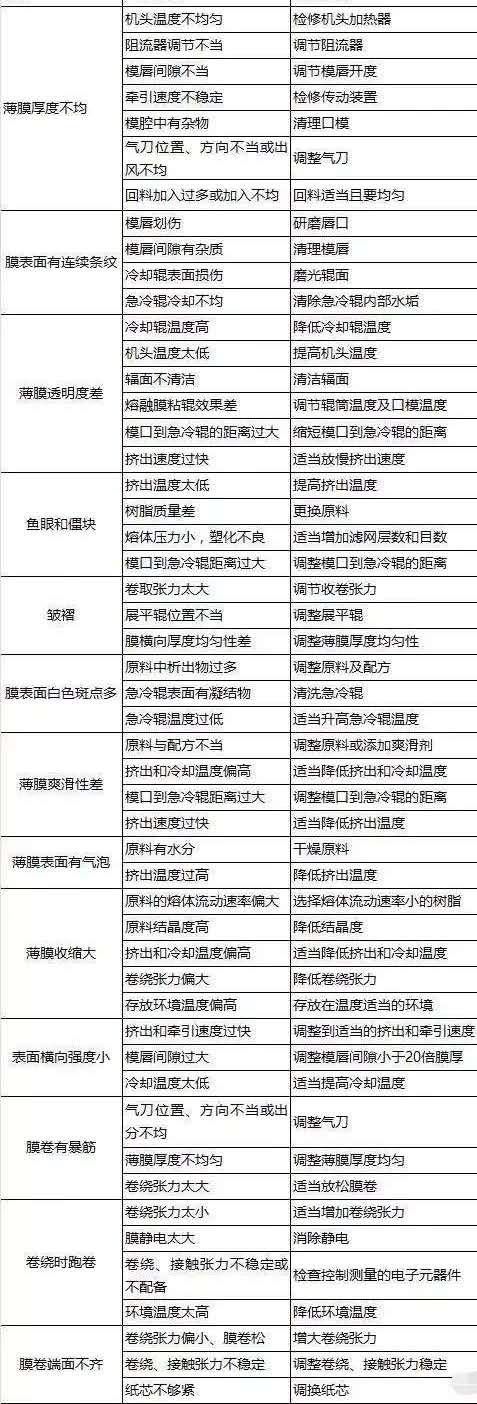
通常流延膜产生故障及原因